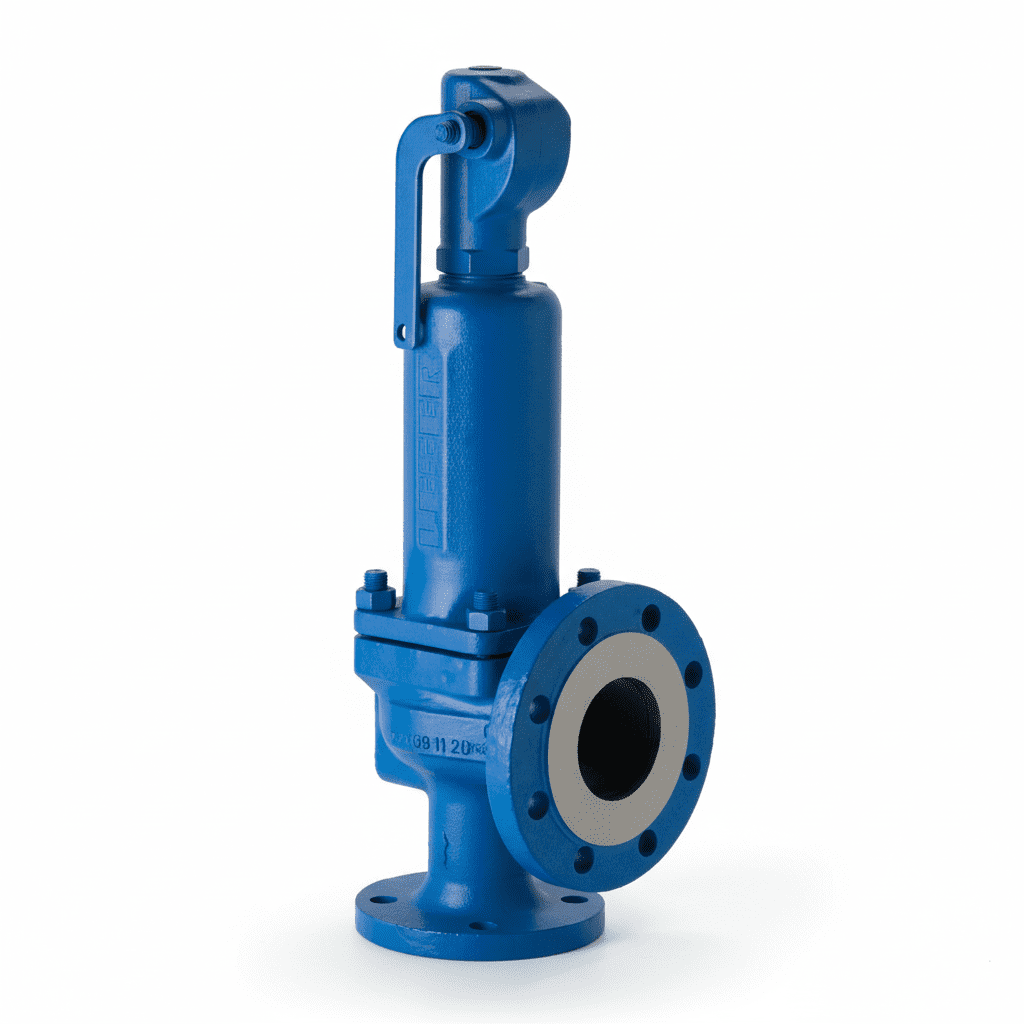
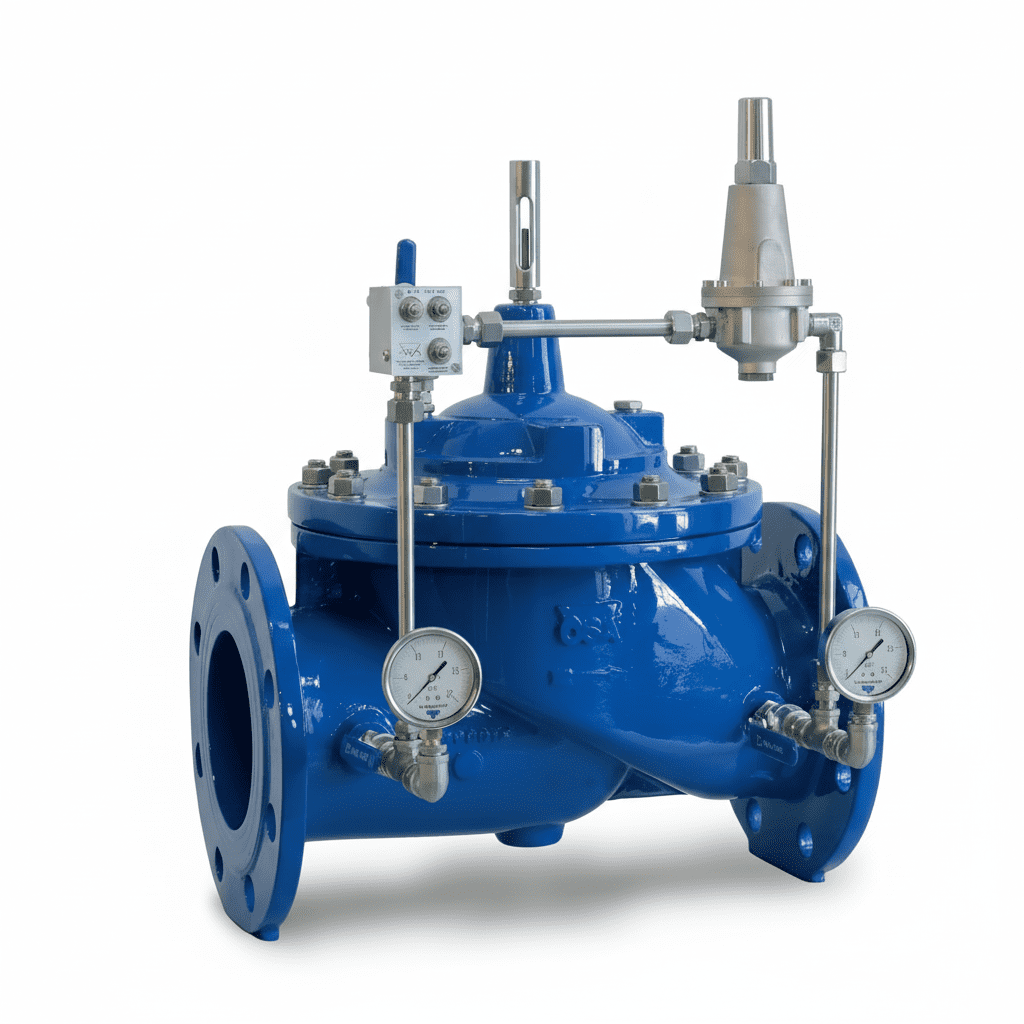
Safety valves are widely used in mining and cement plant operations to protect pipelines, vessels, compressors, and process equipment from overpressure conditions caused by process fluctuations or system malfunctions. Manufactured from robust carbon steel, stainless steel, alloy steel, or high-temperature resistant materials, safety valves are engineered to withstand pressure surges, temperature variations, corrosive environments, and continuous duty typical of industrial operations. Proper safety valve design and installation help prevent equipment damage, reduce downtime, maintain system integrity, and ensure safe operating areas.
The safety valves are suitable for integration with various mining and cement process systems, supporting both new installations and maintenance applications. Their construction emphasizes durability, accurate pressure relief performance, and ease of maintenance, making them suitable for long-term service in harsh operating conditions.
Automatic pressure relief for equipment and system protection
Durable construction for demanding industrial environments
Improved operational safety and system reliability